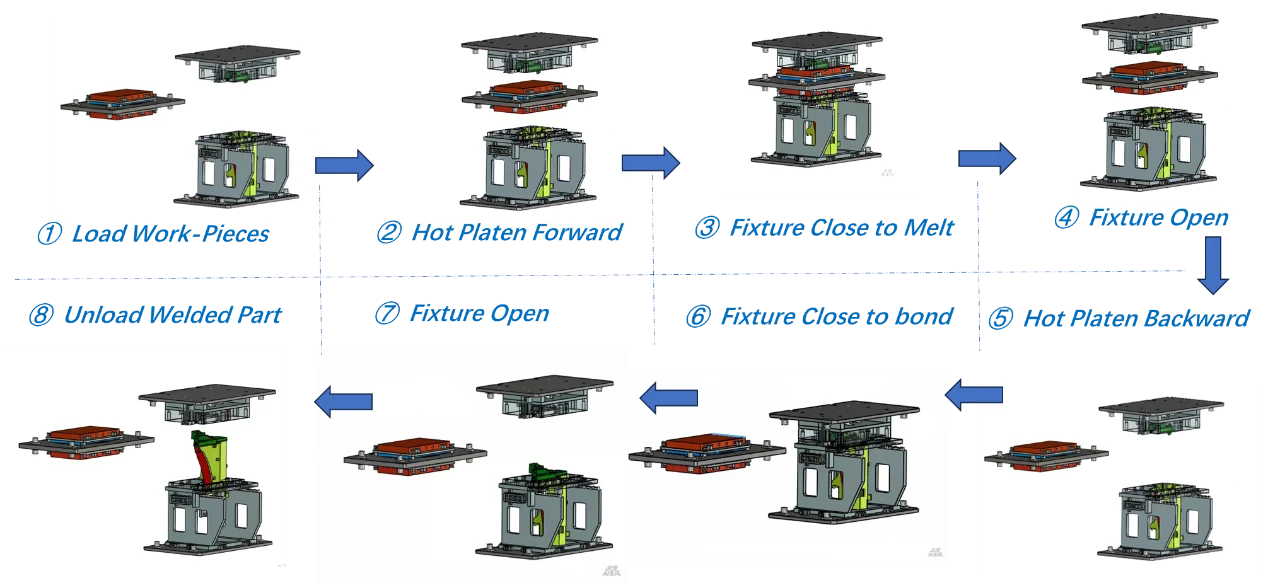
1. Melting temperature: normally from 150°C to 500°C, depends on material;
2. Hot Platen Melting Pressure: the pressure forcing plastic halves onto hot platen;
3. Fusing Pressure: the pressure forcing two plastic halves together until material cool down to resolidify and form joining.
Note:the pressure needs to according to material, welding area size, parts size and geometric shape design as well as fixture weight, etc. And normally pressure value is not constant but dynamic according to material manner.
4. Melting depth: the fixtures motion distance during hot platen melting;
5. Fusing depth: the fixture
Note: the depths control should ensure enough molten material replacement to ensure enough bonding to reach target welding strength and airtightness;
6. Meling time: the time of hot platen heating to plastic material until the melting reach to target volume;
7.Fusing time: means cooling time, which machine keeps two plastic halves pressed together until temperature cools down and forms bonding.
It is very important that temperature, force pressure, depth and time should be controlled in co-working, but not independently. Moreover, to achieve perfect operation result and operation efficiency, the motion speed of machine should be controlled accordingly in different steps, thus it is necessary to Consider the precision control of fixture motion speed and hot platen motion speed as well as tooling change-over time.